耐候板q235nh供应商_江苏耐候板(立即咨询)
 2022-11-03 09:06:31
2022-11-03 09:06:31
江苏耐候板通过加入耐候性元素,使钢铁材料在锈层和基体之间形成一层约50~100μm厚的致密且与基体金属粘附性好氧化物层。由于这层致密氧化物膜的存在,阻止了大气中氧和水向钢铁基体渗入,减缓了锈蚀向钢铁材
江苏耐候板通过加入耐候性元素,使钢铁材料在锈层和基体之间形成一层约50~100μm厚的致密且与基体金属粘附性好氧化物层耐候板q235nh。
由于这层致密氧化物膜的存在,阻止了大气中氧和水向钢铁基体渗入,减缓了锈蚀向钢铁材料纵深发展,从而大大提高了钢铁材料的耐大气腐蚀能力。
江苏耐候板具有良好的抗大气腐蚀性能,其中合金元素起到决议性的作用,包括障碍绣层的生长;推延绣的结晶;障碍裂纹和缺陷。碳对钢的耐大气腐蚀不利。影响焊接、冷脆和冲压性能。江苏耐候板中碳被控制在0.12%以下。铜耐大气腐蚀无锡耐候板。铜在钢的基体上构成防绣阻挠层,但铜在晶体之间构成晶间作用,容易产生裂纹。磷是进步耐大气腐蚀性能主要的元素之一。

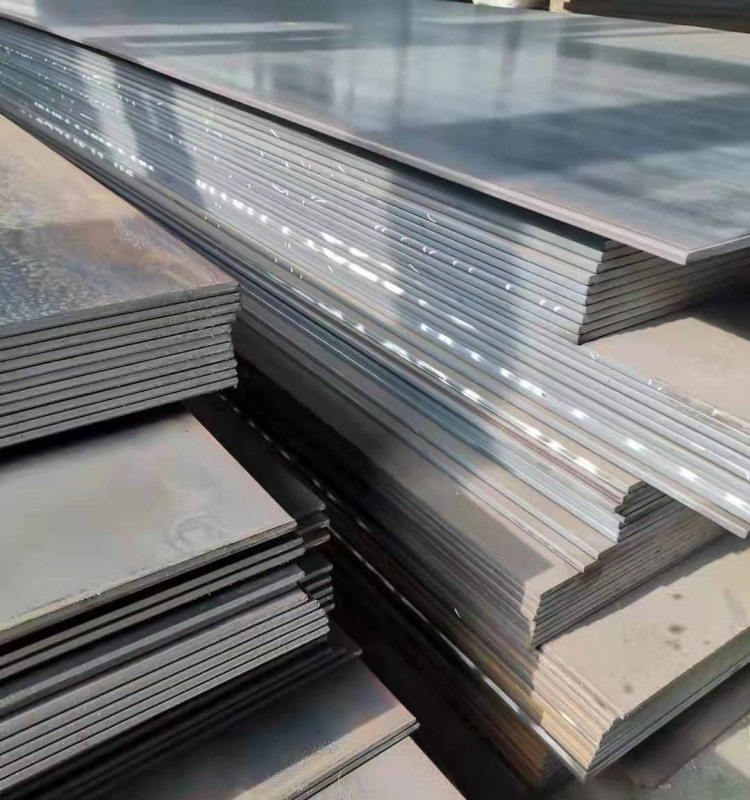

江苏耐候板宽度在 500-1400mm 之间。根据不同的用途,江苏耐候板采用不同材质钢坯轧制而成。通常采用材质有普碳钢、优碳钢、合金结构钢、碳素工具钢、不锈钢、簧钢和电工用硅钢等。它们主要用于汽车工业、航空工业、搪瓷工业、电气工业、机械 工业等部门。江苏耐候板除轧制后直 接交货之外无锡耐候钢板,还有经过酸洗的、镀锌和镀锡等种类。
厚钢板是厚度在 4mm 以上的钢板的统称,在实际工作中,常将厚 度小于 20mm的钢板 称为中板,厚度>20mm 至 60mm 的钢板称为厚板,厚度> 60mm 的钢板则需在专门 的特厚板轧机上轧制,故称特厚板。厚钢板的宽度从 0.6mm-3.0mm。
公司始终靠“以质量为生命,视客户为上帝”的经营理念立足,立志做钢铁行业的诚信企业。谨向对我公司给予关怀和支持的新老客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互利,共求发展!


江苏耐候板具有普通钢易延伸、强度高、耐疲劳等特点,同时耐腐蚀性是普通钢的2-8倍,所以“丑”但昂贵。公司主要供应大量江苏耐候板!
我公司是集钢材、物流、仓储为一体的大型钢贸企业,主营:江苏耐候板、耐硫酸腐蚀钢、ND钢、欧标美标耐候结构钢、焊接耐候钢、高耐候钢、集装箱用钢、铁路车辆用耐候钢等产品,可根据客户需求定轧安钢各种规格、尺寸的碳结中板、低合金中板、锅炉中板、容器板、桥梁板、船板、卷板、高强板、Z向钢板等。
秉乘追求高质量,保持合理价格,提供完善服务的合作伙伴。
经营理念:以质量求生存、以信誉求发展、以真诚交朋友!
公司宗旨:的产品,真诚的服务,以诚信为本,以信誉求发展。
经营宗旨:诚信、务实、。

普通钢材锈蚀后,时间变成了断铜铁,深度腐蚀老化,而刚生锈的那种自然状态也自然没有,所以钢的寿命相对较短。防水板的出现很好地解决了这个问题。江苏耐候板的特点是通过空气和雨水的相互作用在江苏耐候板表面形成保护层。这一过程是自发的,不需要镀锌或烤漆的保护,从而达到防腐效果。江苏耐候板的使用寿命可达80年以上。
这种材料很好地自然环境持续统一发展。一个例子是杭州市,由于其的地理位置,雨云情况也很普遍,在城市或其他地方使用江苏耐候板作为相应的标志,其效果也很好,其存在无疑已成为一种美。城里风景优美的线路。
由于江苏耐候板具有较强的耐蚀,也需要1个月左右的时间。在这个过程中,组件的颜色会发生不性,从新板到形成稳定、致密的锈红色保护层通常需要6个月到1年的时间,在一些干燥地区或室内,即使生产出一种简单的均匀锈黄色可控制的变化,从蓝黑色变为橙红色,然后变为锈红色,然后变为红棕色,剧烈而不均匀。



所谓虚焊,是指江苏耐候板的焊接处只有少量被焊住,造成接触不良,时通时断。有经验的焊工都知道,焊接时应保证每个焊接牢固、接触良好。这样才能保证碳化铬耐磨药芯焊丝和被焊物熔合牢固,避免虚焊。那我们应如何避免虚焊呢?小编告诉朋友们为了避免碳化铬耐磨药芯焊丝发生虚焊应注意以下几点:
一、要保证焊件表面清洁:若焊件和焊接表面带有锈渍、污垢或氧化物,应在焊接之前用刀刮或砂纸磨,直至露出光亮表面,才能给焊件或焊接表面镀上锡。
二、要掌握温度:为了使温度适当,应根据焊件大小选用功率合适的电烙铁,并注意掌握加热时间。若用功率小的碳化铬耐磨药芯焊丝去焊接大型元器件或在金属底板上焊接地线,易形成虚焊。另外江苏耐候板头带着焊锡压在焊接处时,若移开耐磨药芯焊丝后,被焊处一点焊锡不留或留下很少,则说明加热时间太短、温度不够或被焊物太脏。
三、上丝要适量:根据所需焊接的大小来决定烙铁蘸取的碳化铬耐磨药芯焊丝长度,使焊接足够包裹住被焊物,形成一个大小合适且圆滑的焊点。若一次上锡不够,可再补上,但须待前次上的耐磨药芯焊丝一同被熔化后再移开电烙铁。
四、注意选用合适的助焊剂:助焊剂的作用是提高焊料的流动性,防止焊接面氧化,起到助焊和保护作用。焊接电子元器件时,应尽量避免使用焊锡膏。比较好的助焊剂是松香酒精溶液,江苏耐候板焊接时,在被焊处滴上一点即可。

