专业提供Q295NH耐候板企业_Q295NH耐候板生产商
 2023-02-25 09:03:32
2023-02-25 09:03:32
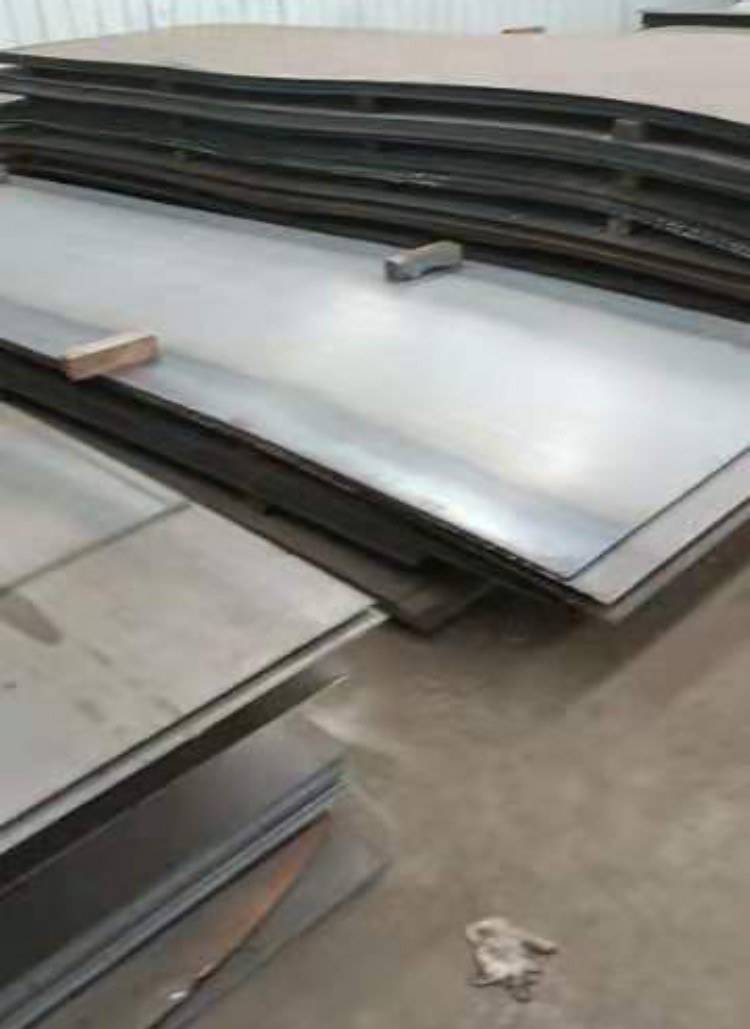
江苏耐候板质感特殊,寿命长。江苏耐候板表面是一层锈红色物质,摸上去十分粗糙,质感十分特殊,形成一种天然锈保护层,使其大大延长了江苏耐候板的寿命与性能。由于江苏耐候板表面可形成的这一特殊致密氧化层具有稳
江苏耐候板质感特殊,寿命长。江苏耐候板表面是一层锈红色物质,摸上去十分粗糙,质感十分特殊,形成一种天然 锈保护层Q295NH耐候板,使其大大延长了江苏耐候板的寿命与性能。由于江苏耐候板表面可形成的这一特殊致密氧化层具有稳定、均匀的自然锈红色,这使它成为一种有吸引力的建筑外墙材料。2010 世博会的澳大利亚馆也大量采用了江苏耐候板这一外墙材料,营造红土之州的氛围。同时江苏耐候板与防腐木和石材的结合,在粗糙与细腻,冷与暖,软与硬的对比结合中,凝聚 成了丰富的设计语境。
江苏耐候板是各大型钢板景观中工程中合格的供应材料无锡耐候板。由于钢板的强度与韧度很大,砖石材料因结构导致的厚度限制那么多。因此可以利用很薄的钢板对空间进行非常清晰、准确地分隔,使场地变得简练而明快,又充满了力量。随着世博会澳大利亚馆的脱颖而出,我国各省市景观园林中都开始运用此种锈钢板,此种江苏耐候板的耐候性能优于普通钢材,江苏耐候板在自然的环境下形成铁红锈色无锡耐候钢板,为园林增添一道景色。

江苏耐候板牌号:05CuPCrNi-A,09CuPCrNi-A,SPA-H,B480GNQR,Q400NQR1,Q450NQR1,Q550NQR1,Q700NQR1,Q235NH,Q295NH,Q355NH,Q460NH,Q295GNHL,Q345GNHL,Q460GNHL,Corten-A,COR-TEN,B450NQ,B460NQ,Q500NQ,NMIE0921,NM360,NM400 Q450NQR1等江苏耐候板牌号,我公司可以现货提供常见产品,可以按需要提供样品。
江苏耐候板实用较为广泛,在面临国际面临的环保问题上是一种优越的材料的*,也是未来材料领域的一种趋势。国内的江苏耐候板牌号是以屈服首字母表示,后面数字是抗拉强度,后面的字母是牌号的具体使用属性。其他的牌号都属于国外牌号。



1)江苏耐候板的钢锭的成分偏析比较严重,特别是C、S、P等元素。冶炼和铸锭时应予以注意。
由于大钢锭的凝固结晶缓慢,细小的夹杂物有机会聚集而形成粗大的肉眼可见或超声波探伤能够检查出的大夹杂物,钢锭的下部常出现硅酸盐沉积堆,锻造时应予以切除。
2)江苏耐候板在锻造后常常得到粗大而不均匀的再结晶晶粒,奥氏体的晶粒度,一般是在3~4级,有时还会更大。江苏耐候板不能一火锻成,需要进行多次加热、少锻造。由于这些特点,加之偏析和夹杂物的影响,所以江苏耐候板应保证心部能够锻透,锻造比应在2.5~4范围内,以使钢锭内部组织均匀化,裂纹和疏松得到焊合
3)江苏耐候板在加热和冷却时内外温差比较大,热应力和组织应力也比较大加热冷却不当有可能造成开裂,由于截面尺寸大,氢的逸出比较困难,应防止白点的形成。江苏耐候板回火后快冷也会产生很大的残余应力,如直径700mn的34CrNi3Mo钢锻件在650℃回火后油冷,其轴向残余应力可达279MPa。
因此,大锻件回火后也应缓冷,以减少残余应力。江苏耐候板用钢在选择江苏耐候板用钢时,应根据锻件的尺寸、力学性能的要求、零件的服役条件和工艺性能等因素来考虑。

对江苏耐候板进行防腐处理,就是给需要保护的江苏耐候板外加一个有耐受能力的表面涂层(或者敷层)。此类涂层所使用的材料各不相同,但常用的是油漆、塑料、橡胶、陶瓷以及通过各种方式(如电镀、热浸镀锌、喷涂等)施用在表面上的其他金属,如铝、锌、铬或镍等。
在使用防护性涂层系统保护金属结构免遭腐蚀时,所有的相关人员,从构件的设计师、油漆工人一直到涂料检查员都至少必须对腐蚀及其影响因素有基本的了解。这些化学知识是不可或缺的。
凭借先进的管理经验、我公司的销售服务、严格的质量进货管理体系和科学的整体营销手段,与您携手并进,共同发展。我们的质量方针是:“满足顾客要求,提供钢管和完善化服务,持续改进体系,坚持科技创。



江苏耐候板在生产过程中具有相对重要的市场,也是一个相对重要的生产工艺。由于江苏耐候板在生产中一直发挥着重要作用,因此生产工艺相对较好。在生产中,开始就是加热。加热时,应分段加热。每个部分的加热固定在一个温度以上,不能超过或低于每个温度条件。火不能太大或太小。它应该合理地完成。
加热段分为四段,每段30个喷嘴,共120个喷嘴,退火温度1100℃,炉内再生器温度可达1250℃,预热段设有氧含量测量仪和热电偶。以及每个加热段。在不同的炉段安装有五个圆盘辊支撑组件。他们愿意在网上快速更换滚筒。每个圆盘辊总成配备两个陶瓷纤维支撑辊。


所谓虚焊,是指江苏耐候板的焊接处只有少量被焊住,造成接触不良,时通时断。有经验的焊工都知道,焊接时应保证每个焊接牢固、接触良好。这样才能保证碳化铬耐磨药芯焊丝和被焊物熔合牢固,避免虚焊。那我们应如何避免虚焊呢?小编告诉朋友们为了避免碳化铬耐磨药芯焊丝发生虚焊应注意以下几点:
一、要保证焊件表面清洁:若焊件和焊接表面带有锈渍、污垢或氧化物,应在焊接之前用刀刮或砂纸磨,直至露出光亮表面,才能给焊件或焊接表面镀上锡。
二、要掌握温度:为了使温度适当,应根据焊件大小选用功率合适的电烙铁,并注意掌握加热时间。若用功率小的碳化铬耐磨药芯焊丝去焊接大型元器件或在金属底板上焊接地线,易形成虚焊。另外江苏耐候板头带着焊锡压在焊接处时,若移开耐磨药芯焊丝后,被焊处一点焊锡不留或留下很少,则说明加热时间太短、温度不够或被焊物太脏。
三、上丝要适量:根据所需焊接的大小来决定烙铁蘸取的碳化铬耐磨药芯焊丝长度,使焊接足够包裹住被焊物,形成一个大小合适且圆滑的焊点。若一次上锡不够,可再补上,但须待前次上的耐磨药芯焊丝一同被熔化后再移开电烙铁。
四、注意选用合适的助焊剂:助焊剂的作用是提高焊料的流动性,防止焊接面氧化,起到助焊和保护作用。焊接电子元器件时,应尽量避免使用焊锡膏。比较好的助焊剂是松香酒精溶液,江苏耐候板焊接时,在被焊处滴上一点即可。