无锡Q345NH耐候板厂_Q295NH耐候板现货_Q295NH耐候板价格
 2018-07-02 00:49:10
2018-07-02 00:49:10
无锡耐候钢板在腐蚀初期,表面生成的锈层较碳钢致密,裂纹和孔洞相对较少;25d后碳钢和无锡耐候钢板局部都出现了分层现象,腐蚀产物没有区别,差别主要是锈层中合金元素的作用。无锡耐候钢板锈层中有Cu、Cr合
无锡耐候钢板在腐蚀初期,表面生成的锈层较碳钢致密,裂纹和孔洞相对较少;25d后碳钢和无锡耐候钢板局部都出现了分层现象,腐蚀产物没有区别,差别主要是锈层中合金元素的作用。无锡耐候钢板锈层中有Cu、Cr合金元素的析出,聚集在裂纹处可抵御大气中水气及其有害离子的侵入Q295NH耐候板,防止基体金属进一步腐蚀江苏耐候板。从而达到耐大气腐蚀的作用!
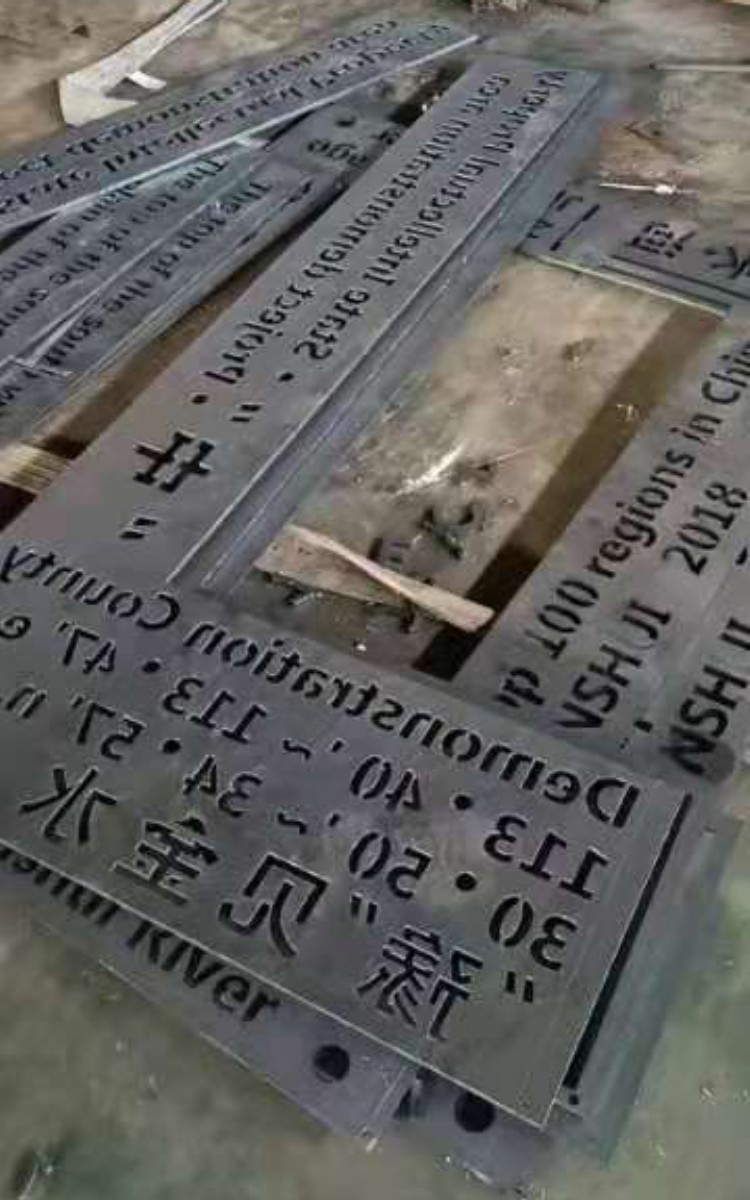
我公司是一家从事耐磨钢板,堆焊耐磨板,合金钢板,无锡耐候钢板(锈蚀钢板,锈钢板,红锈钢板)批发零售、精密加工的企业,加工项目包括钢板镂空雕刻、异形图形激光切割、折弯、打孔、焊接、无锡耐候钢板生锈、耐候钢板快速红锈加工、表面固化处理,可根据客户图纸切割成型、自然生锈等业务,是一家钢材产品销售以及钢材精密加工,工程制作,物流配送为一体的厂家无锡耐候板。


无锡耐候钢板特点指具有保护锈层耐大气腐蚀,可用于制造车辆、桥梁、塔架、集装箱等钢结构的低合金结构钢。与普碳钢相比,无锡耐候钢板在大气中具有更优良的抗蚀性能。与不锈钢相比,无锡耐候钢板只有微量的合金元素,诸如磷、铜、铬、镍、钼、铌、钒、钛等,合金元素总量仅占百分之几,而不像不锈钢那样,达到百分之十几,因此价格较为低廉。无锡耐候钢板的合金成分及重量百分比含量为:C:0.12~0.21、Si:0.2~2.0、Mn:0.7~2.0、S≤0.036、P≤0.034、Cu:0.10~0.40、Al
无锡耐候钢板加工:提供切割、焊接成形、雕花、镂空、刻花、折弯、可按图纸制作成品件。


根据无锡耐候钢板的不同阶段,可以用不同方法:
一、无锡耐候钢板未长锈阶段,肉眼不能区分无锡耐候钢板和普通热轧钢板,1、需要参考钢厂的质保书,质保书尽量要求供应商提供有钢厂红章的原件,以免商家以劣充好。无锡耐候钢板的常见材质有宝钢或鞍钢的09cupcrnia,B480GNQR等,普通热轧钢板的材质是Q235B、SPHC等。2、提供样板给的第三方检测机构,检测金属成份是否匹配质保书【长锈的任何阶段都可用此方法】
二、无锡耐候钢板长锈一阶段(户外1-3个月),无锡耐候钢板开始长出小锈点,普通钢板的锈点比较疏松,部分发锈处理差的甚至出现掉锈皮;
三、无锡耐候钢板长锈第二阶段(户外4-8个月),无锡耐候钢板锈水较少,锈点较小厚密;普通钢板的锈水比较多,锈点较大薄疏;普通钢板的锈柱、泪痕比较严重,工件底部有发黑迹象;四、钢板长锈第三阶段(户外8个月以上),无锡耐候钢板有清晰的致密的锈核层,锈点之间紧密粘连成保护层,用手擦几乎不掉锈;普通钢板掉锈量较多,甚至整块锈皮剥落,锈红色耐候板,锈穿。无锡耐候钢板是偏向红褐色,普通钢板是偏向暗黑色。


一、优良性能无锡耐候钢板可减小钢结构的维护费用,为解决外露无防护钢结构的防火防腐问题提供了新的解决方案, 如高压电塔
二、无锡耐候钢板的制作安装工艺与常规钢材基本相同,设计方法亦与普通钢结构相同,但需要更多试验验证
三、高强度无锡耐候钢板已在桥梁工程中推广应用,需要研究设计理论和方法
四、无锡耐候钢板也可运用于楼承板
工程实例:
(1)上海中福高层钢结构住宅约5000吨
(2)北京国家大剧院约300吨
(3)武钢技术中心大厦约3000多吨
(4)北京财富中心,摩根中心7000多吨
(5)中国残疾人体育艺术培训基地200多吨


☆ 20世纪初开始研究,起源于欧美;
☆ 1900年欧美科学家先发现Cu可以改善钢在大气中的耐蚀性能。
☆ 1933年美国的U.S.Steel公司首先研制出耐腐蚀高抗拉强度的含Cu低合金钢--Corten钢,并在60年代不涂漆直接应用于建筑和桥梁。
☆ 其中应用较为普遍的是高Cu、P加Cr、Ni的Corten-A系列和高Cu、Cr、Mn合金化的Corten-B系列。
☆ 在60-70年代无锡耐候钢板便在欧美得到了广泛应用。
☆ 当前的无锡耐候钢板均是在Corten钢的基础上演变而来,有的为提高强度加Nb、有的为提高焊接性能降P加Mn等等。


所谓虚焊,是指无锡耐候钢板的焊接处只有少量被焊住,造成接触不良,时通时断。有经验的焊工都知道,焊接时应保证每个焊接牢固、接触良好。这样才能保证碳化铬耐磨药芯焊丝和被焊物熔合牢固,避免虚焊。那我们应如何避免虚焊呢?小编告诉朋友们为了避免碳化铬耐磨药芯焊丝发生虚焊应注意以下几点:
一、要保证焊件表面清洁:若焊件和焊接表面带有锈渍、污垢或氧化物,应在焊接之前用刀刮或砂纸磨,直至露出光亮表面,才能给焊件或焊接表面镀上锡。
二、要掌握温度:为了使温度适当,应根据焊件大小选用功率合适的电烙铁,并注意掌握加热时间。若用功率小的碳化铬耐磨药芯焊丝去焊接大型元器件或在金属底板上焊接地线,易形成虚焊。另外无锡耐候钢板头带着焊锡压在焊接处时,若移开耐磨药芯焊丝后,被焊处一点焊锡不留或留下很少,则说明加热时间太短、温度不够或被焊物太脏。
三、上丝要适量:根据所需焊接的大小来决定烙铁蘸取的碳化铬耐磨药芯焊丝长度,使焊接足够包裹住被焊物,形成一个大小合适且圆滑的焊点。若一次上锡不够,可再补上,但须待前次上的耐磨药芯焊丝一同被熔化后再移开电烙铁。
四、注意选用合适的助焊剂:助焊剂的作用是提高焊料的流动性,防止焊接面氧化,起到助焊和保护作用。焊接电子元器件时,应尽量避免使用焊锡膏。比较好的助焊剂是松香酒精溶液,无锡耐候钢板焊接时,在被焊处滴上一点即可。