耐候钢板电话_耐候钢板电话图片
 2018-08-01 00:49:38
2018-08-01 00:49:38
我公司主营无锡耐候板承接锈钢板—批发-零售-可精密加工:红锈镂空钢板,耐候锈钢板,耐候钢板加工,红锈钢板,红锈耐候钢板,生锈耐候钢板,锈红色铁板,铁红锈钢板,耐候钢板做锈,钢板做旧,锈钢板,锈钢板加工
我公司主营无锡耐候板承接锈钢板—批发-零售-可精密加工:红锈镂空钢板,耐候锈钢板江苏耐候板,耐候钢板加工,红锈钢板,红锈耐候钢板,生锈耐候钢板,锈红色铁板,铁红锈钢板,耐候钢板做锈,钢板做旧,锈钢板,锈钢板加工,锈蚀耐候钢板,锈红色幕墙钢板,镂空装饰锈钢板,景观红锈耐候钢板,幕墙红锈钢板,考登钢生锈,红色锈面钢板,红色锈钢板,雕塑锈钢板,钢板快速生锈水无锡耐候钢板,耐候板雕刻生锈,耐候板来料生锈,锈钢板镂空,锈钢板雕刻,锈红色钢板,锈红铁板。
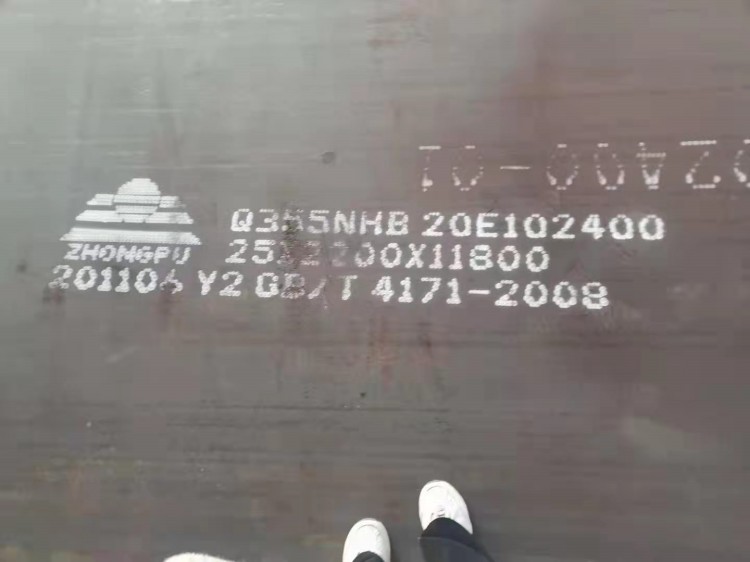
无锡耐候板安定化处理法是在无锡耐候板的表面,用化学方法,使其产生锈安定化的皮膜,是一种抑制钢铁使用初期所流出的锈,使之安定化,虽然外观上与一般的涂装很相似,其实,一般的涂装是以遮断外气与钢的外面来抑制生锈,而锈安定化处理法则是促进锈的安定化,机能上有很大差异。因为施行涂装后若果涂装恶化,即引起涂料剥脱现象,由此生锈,为维持美观不得不再涂装。

无锡耐候板在腐蚀初期,表面生成的锈层较碳钢致密,裂纹和孔洞相对较少;25d后碳钢和无锡耐候板局部都出现了分层现象,腐蚀产物没有区别,差别主要是锈层中合金元素的作用。无锡耐候板锈层中有Cu、Cr合金元素的析出,聚集在裂纹处可抵御大气中水气及其有害离子的侵入,防止基体金属进一步腐蚀。从而达到耐大气腐蚀的作用!
我公司是一家从事耐磨钢板,堆焊耐磨板,合金钢板,无锡耐候板(锈蚀钢板,锈钢板,红锈钢板)批发零售、精密加工的企业,加工项目包括钢板镂空雕刻、异形图形激光切割、折弯、打孔、焊接、无锡耐候板生锈、耐候钢板快速红锈加工、表面固化处理,可根据客户图纸切割成型、自然生锈等业务,是一家钢材产品销售以及钢材精密加工,工程制作,物流配送为一体的厂家。


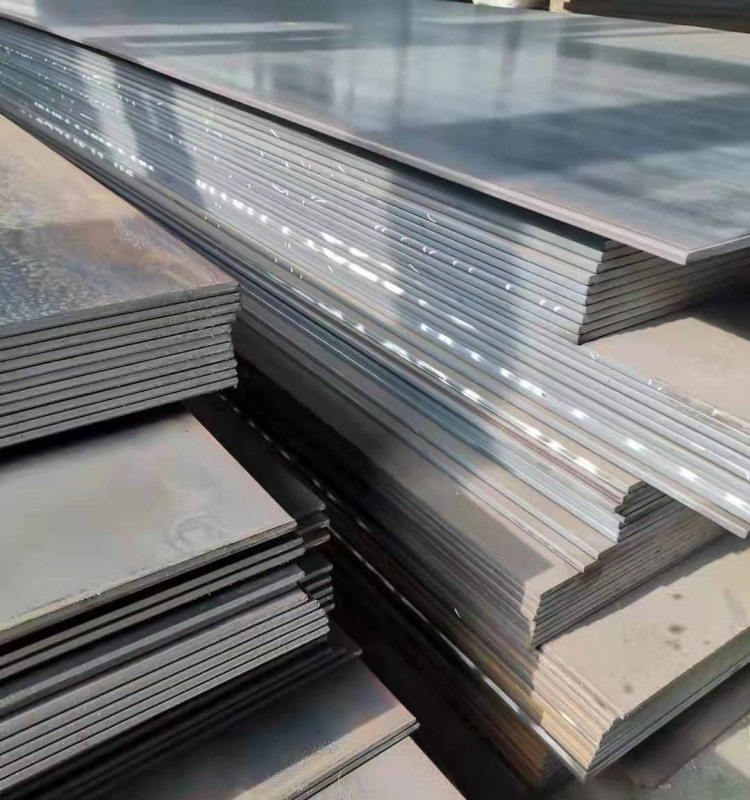
无锡耐候板在融入现代冶金新机制、新技术和新工艺后得以可持续发展和创新,属世界超级钢技术前沿水平的系列钢种之一。无锡耐候板由普碳钢添加少量铜、镍等耐腐蚀元素而成,具有钢的强韧、塑延、成型、焊割、磨蚀、高温、疲劳等特性;耐候性为普碳钢的2~8倍,涂装性为普碳钢的1.5~10倍,能减薄使用、使用或简化涂装使用。该钢种具有耐锈,使构件抗腐蚀延寿、减薄降耗,省工节能的特性,使构件制造者、使用者受益。
无锡耐候板产品供制造集装箱、铁道车辆、石油井架、海港建筑、采油平台及化工石油设备中含硫腐蚀介质的容器等结构件。

1)无锡耐候板的钢锭的成分偏析比较严重,特别是C、S、P等元素。冶炼和铸锭时应予以注意。
由于大钢锭的凝固结晶缓慢,细小的夹杂物有机会聚集而形成粗大的肉眼可见或超声波探伤能够检查出的大夹杂物,钢锭的下部常出现硅酸盐沉积堆,锻造时应予以切除。
2)无锡耐候板在锻造后常常得到粗大而不均匀的再结晶晶粒,奥氏体的晶粒度,一般是在3~4级,有时还会更大。无锡耐候板不能一火锻成,需要进行多次加热、少锻造。由于这些特点,加之偏析和夹杂物的影响,所以无锡耐候板应保证心部能够锻透,锻造比应在2.5~4范围内,以使钢锭内部组织均匀化,裂纹和疏松得到焊合
3)无锡耐候板在加热和冷却时内外温差比较大,热应力和组织应力也比较大加热冷却不当有可能造成开裂,由于截面尺寸大,氢的逸出比较困难,应防止白点的形成。无锡耐候板回火后快冷也会产生很大的残余应力,如直径700mn的34CrNi3Mo钢锻件在650℃回火后油冷,其轴向残余应力可达279MPa。
因此,大锻件回火后也应缓冷,以减少残余应力。无锡耐候板用钢在选择无锡耐候板用钢时,应根据锻件的尺寸、力学性能的要求、零件的服役条件和工艺性能等因素来考虑。

可靠的质量、完善的服务”是我公司坚定的信念,“严格履约、信守诺言”是我公司坚持的原则,“满足客户需求,超出客户期待”是我公司坚守的目标。
完善的售后服务,诚信的经营理念,良好的口碑,合理的产品价格提供给客户的产品,帮助客户实现目标、赢得市场,从而实现双赢。
公司始终坚持“客户至上”的经营理念,始终围绕“一切为了客户,为了客户一切”的宗旨, 坚持外抓市场,内抓管理,走质量效益型发展道路,取得了良好的经济和社会效益。

所谓虚焊,是指无锡耐候板的焊接处只有少量被焊住,造成接触不良,时通时断。有经验的焊工都知道,焊接时应保证每个焊接牢固、接触良好。这样才能保证碳化铬耐磨药芯焊丝和被焊物熔合牢固,避免虚焊。那我们应如何避免虚焊呢?小编告诉朋友们为了避免碳化铬耐磨药芯焊丝发生虚焊应注意以下几点:
一、要保证焊件表面清洁:若焊件和焊接表面带有锈渍、污垢或氧化物,应在焊接之前用刀刮或砂纸磨,直至露出光亮表面,才能给焊件或焊接表面镀上锡。
二、要掌握温度:为了使温度适当,应根据焊件大小选用功率合适的电烙铁,并注意掌握加热时间。若用功率小的碳化铬耐磨药芯焊丝去焊接大型元器件或在金属底板上焊接地线,易形成虚焊。另外无锡耐候板头带着焊锡压在焊接处时,若移开耐磨药芯焊丝后,被焊处一点焊锡不留或留下很少,则说明加热时间太短、温度不够或被焊物太脏。
三、上丝要适量:根据所需焊接的大小来决定烙铁蘸取的碳化铬耐磨药芯焊丝长度,使焊接足够包裹住被焊物,形成一个大小合适且圆滑的焊点。若一次上锡不够,可再补上,但须待前次上的耐磨药芯焊丝一同被熔化后再移开电烙铁。
四、注意选用合适的助焊剂:助焊剂的作用是提高焊料的流动性,防止焊接面氧化,起到助焊和保护作用。焊接电子元器件时,应尽量避免使用焊锡膏。比较好的助焊剂是松香酒精溶液,无锡耐候板焊接时,在被焊处滴上一点即可。
