Q295NH耐候板_常州Q295NH耐候板供应商_推荐信息放心选择
 2018-09-20 00:45:31
2018-09-20 00:45:31
我公司主营无锡耐候板承接锈钢板—批发-零售-可精密加工:红锈镂空钢板,耐候锈钢板,耐候钢板加工,红锈钢板,红锈耐候钢板,生锈耐候钢板,锈红色铁板,铁红锈钢板,耐候钢板做锈,钢板做旧,锈钢板,锈钢板加工
我公司主营无锡耐候板承接锈钢板—批发-零售-可精密加工:红锈镂空钢板Q295NH耐候板,耐候锈钢板江苏耐候板,耐候钢板加工,红锈钢板,红锈耐候钢板,生锈耐候钢板,锈红色铁板,铁红锈钢板,耐候钢板做锈,钢板做旧,锈钢板,锈钢板加工,锈蚀耐候钢板无锡耐候板,锈红色幕墙钢板,镂空装饰锈钢板,景观红锈耐候钢板,幕墙红锈钢板,考登钢生锈,红色锈面钢板,红色锈钢板,雕塑锈钢板,钢板快速生锈水,耐候板雕刻生锈,耐候板来料生锈无锡耐候钢板,锈钢板镂空,锈钢板雕刻,锈红色钢板,锈红铁板。
无锡耐候板安定化处理法是在无锡耐候板的表面,用化学方法,使其产生锈安定化的皮膜,是一种抑制钢铁使用初期所流出的锈,使之安定化,虽然外观上与一般的涂装很相似,其实,一般的涂装是以遮断外气与钢的外面来抑制生锈,而锈安定化处理法则是促进锈的安定化,机能上有很大差异。因为施行涂装后若果涂装恶化,即引起涂料剥脱现象,由此生锈,为维持美观不得不再涂装。

无锡耐候板在腐蚀初期,表面生成的锈层较碳钢致密,裂纹和孔洞相对较少;25d后碳钢和无锡耐候板局部都出现了分层现象,腐蚀产物没有区别,差别主要是锈层中合金元素的作用。无锡耐候板锈层中有Cu、Cr合金元素的析出,聚集在裂纹处可抵御大气中水气及其有害离子的侵入,防止基体金属进一步腐蚀。从而达到耐大气腐蚀的作用!
我公司是一家从事耐磨钢板,堆焊耐磨板,合金钢板,无锡耐候板(锈蚀钢板,锈钢板,红锈钢板)批发零售、精密加工的企业,加工项目包括钢板镂空雕刻、异形图形激光切割、折弯、打孔、焊接、无锡耐候板生锈、耐候钢板快速红锈加工、表面固化处理,可根据客户图纸切割成型、自然生锈等业务,是一家钢材产品销售以及钢材精密加工,工程制作,物流配送为一体的厂家。


由于无锡耐候板腐蚀是材料自身的一种自然状态,并且可以在钢板上进行化学涂层处理,所以,其材料可以根据项目特点呈现出不同的视觉效果。
无锡耐候板在不同类型的设计语境中常被冠以“工业时代的代名词”、“时间概念的视觉表达”以及“科技与文化创意的标签”等设计语汇,被大量应用。
更为好的无锡耐候板景观为案例曾荣获ASLA2012年度组奖项,评委在对该项目的奖评辞中写到:“这是一项勇敢的项目。不是讲述对现场的如何装饰,而是一个恢复矿坑的各种合理措施的例证。而且随时光流转,它将变得更加丰富美丽。”
灵活处理沿台地边缘的挡土墙及现状军事出入口,或做遮掩或做改造,使其成为一个以无锡耐候板为主题的序列景观。
高难度施工技术的应用,无锡耐候板在施工中展现出它强有力的形体塑造能力。如同其他金属材料,锈蚀钢板比较容易塑造成丰富变化的形状,并能保持好的整体性,这一点是木材、石材以及混凝土都很难达到的。
总之,无锡耐候板在造型艺术中的审美直接促进了这种材料在景观设计中的应用。无锡耐候板经历了工业生产、人工塑造以及自然作用的过程,从而形成了工业记忆、时间记忆、艺术与科技的语境。这种语境在景观设计中加以表达,体现出了较强的文化、美学及工程应用的价值。另外,无锡耐候板的形态特征与表现特性及其在景观设计中的应用,引导了公众审美意识的改变,同时对历史的尊重起到了很大的积极作用。


现在建筑物的棕色是无锡耐候板遮阳网在空气中腐蚀半年后自然形成的保护层的颜色。它的颜色均匀而紧凑,这让人们觉得它不是生锈,而是建筑本身的颜色。在建筑的其他部分,从天花板上随意悬挂的松木环到主要水磨石地面,再到清水混凝土旋转楼梯,都坚持不雕刻装饰和根据材料本身的质地进行装饰的原则。建筑的内部和外部与无锡耐候板的色调和风格融为一体。
在未来,将会有越来越多富有艺术元素的建筑,如国立科技大学的中国-丹麦中心。我们的中国制造不可能永远保持“”的实用水平对于无锡耐候板等多功能材料,我们也应该利用它使高附加值、结构和装饰一体化的无锡耐候板走向世界。


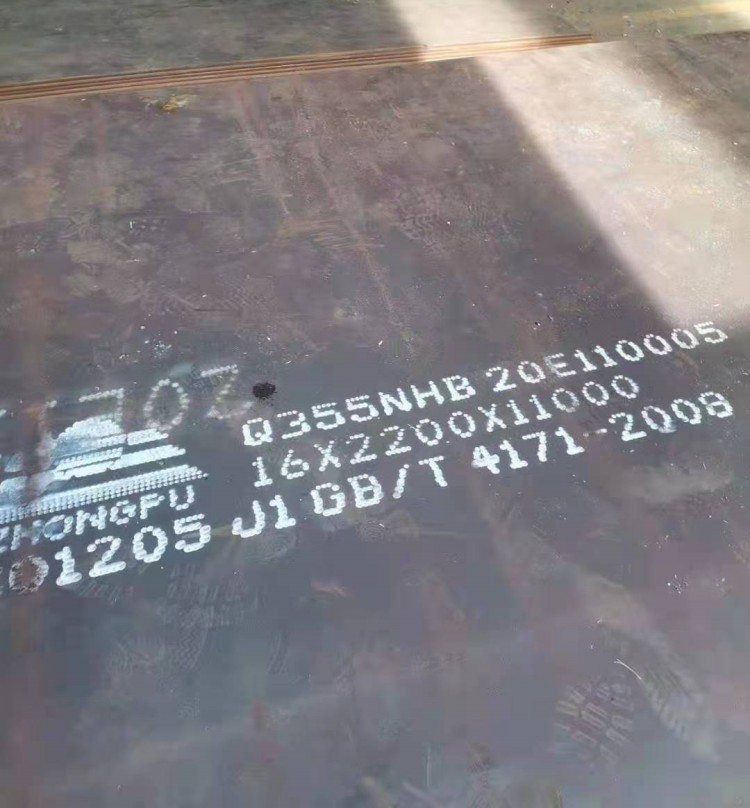
无锡耐候板:
无锡耐候板在大气环境下使用具有较高耐蚀性能的低合金结构钢。
优点:
无锡耐候板耐蚀性好,免涂装、节省劳动力、环保、相对成本不高
用途:
无锡耐候板适用做桥梁、铁路车辆、集装箱、风塔、船舶、桅杆、管道、塔架及闸门等结构材料,近年来在锅炉、建筑、环保、钢铁等基础设施建设等行业也得到了广泛应用。
的品质、完善的服务、可靠的信誉是公司立业之本。依靠企业完善的管理,让产品得到更多用户的信赖,是我公司持之以恒、锐意进取的不懈追求!公司自备车队, 全天侯服务,真诚期待与您的合作!

厚度大于50mm的无锡耐候板一般采用火焰切割,也叫氧气切割。其工艺大体如下:
(1)根据无锡耐候板的厚度安装适当孔径的割嘴;
(2)将氧气和燃气压力调至规定值;
(3)用切割点火器点燃预热焰,接着慢慢打开预热氧气阀,调节火焰白心长度,使火焰成中性焰,预热起割点。
(4)在切割起点上只用预热焰加热,割嘴垂直于无锡耐候板表面,火焰白心端距无锡耐候板表面1.5~2.5mm;
(5)当起点达到燃烧温度(辉红色)时,打开切割氧气阀,瞬间就可进行切割;
(6)在确认已割至无锡耐候板下表面后,就沿着切割线以适当的速度移动割嘴继续往前切割;
(7)切割终了时,先关闭切割氧气阀,再关闭预热焰的氧气阀。

